信息來源于:互聯網 發布于:2021-05-25
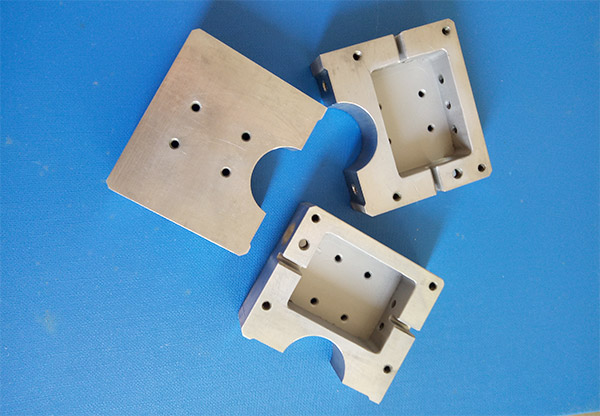
東莞數控加工廠?機床是從早期的埃及人的腳踏動力車和約翰·威爾金森的鏜床發展而來的。它們為工件和刀具提供剛性支撐并可以精確控制它們的相對位置和相對速度。基本上講,金屬切削是指一個磨尖的鍥形工具從有韌性的工件表面上去除一條很窄的金屬。切屑是被廢棄的產品,與其它工件相比切屑較短,但對于未切削部分的厚度有一定的增加。東莞數控加工廠工件表面的幾何形狀取決于刀具的形狀以及加工操作過程中刀具的路徑。大多數加工工序產生不同幾何形狀的零件。如果一個粗糙的工件在中心軸上轉動并且刀具平行于旋轉中心切入工件表面,一個旋轉表面就產生了,這種操作稱為車削。如果一個空心的管子以同樣的方式在內表面加工,這種操作稱為鏜孔。當均勻地改變直徑時便產生了一個圓錐形的外表面,這稱為錐度車削。如果刀具接觸點以改變半徑的方式運動,那么一個外輪廓像球的工件便產生了;或者如果工件足夠的短并且支撐是十分剛硬的,那么成型刀具相對于旋轉軸正常進給的一個外表面便可產生,短錐形或圓柱形的表面也可形成。
平坦的表面是經常需要的,它們可以由刀具接觸點相對于旋轉軸的徑向車削產生。東莞數控加工廠在刨削時對于較大的工件更容易將刀具固定并將工件置于刀具下面。刀具可以往復地進給。成形面可以通過成型刀具加工產生。?
多刃刀具也能使用。使用雙刃槽鉆鉆深度是鉆孔直徑5-10倍的孔。不管是鉆頭旋轉還是工件旋轉,切削刃與工件之間的相對運動是一個重要因數。在銑削時一個帶有許多切削刃的旋轉刀具與工件接觸,工件相對刀具慢慢運動。平的或成形面根據刀具的幾何形狀和進給方式可能產生。可以產生橫向或縱向軸旋轉并且可以在任何三個坐標方向上進給。
?基本機床
東莞數控加工廠機床通過從塑性材料上去除屑片來產生出具有特別幾何形狀和精確尺寸的零件。后者是廢棄物,是由塑性材料如鋼的長而不斷的帶狀物變化而來,從處理的角度來看,那是沒有用處的。很容易處理不好由鑄鐵產生的破裂的屑片。機床執行五種基本的去除金屬的過程:車削,刨削,鉆孔,銑削。所有其他的去除金屬的過程都是由這五個基本程序修改而來的,舉例來說,鏜孔是內部車削;鉸孔,攻絲和擴孔是進一步加工鉆過的孔;齒輪加工是基于銑削操作的。拋光和打磨是磨削和去除磨料工序的變形。因此,只有四種基本類型 的機床,使用特別可控制幾何形狀的切削工具1.車床,2.鉆床,3.銑床,4.磨床。磨削過程形成了屑片,但磨粒的幾何形狀是不可控制的。?
東莞數控加工廠通過各種加工工序去除材料的數量和速度是巨大的,正如在大型車削加工,或者是極小的如研磨和超精密加工中只有面的高點被除掉。一臺機床履行三大職能:
1.它支撐工件或夾具和刀具
2.它為工件和刀具提供相對運動
3.在每一種情況下提供一系列的進給量和一般可達4-32種的速度選擇。