信息來源于:互聯網 發布于:2021-05-26
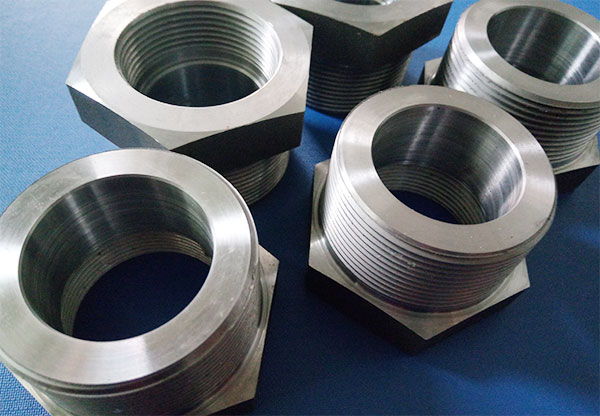
1:反轉滾花
?東莞數控加工廠?傳統的正轉滾花,在滾壓的過程中切屑易進人工件和滾花之間,造成工件受力過大產生花紋亂扣及重影等。如果將主軸反轉,就可以有效地防止上述弊病,滾壓出紋路清楚的花紋來。
2:鉆小中心孔時防止中心鉆折斷的方法
?東莞數控加工廠?在車床上鉆直徑小于1.5mm的中心孔時,中心鉆極易折斷。除鉆時小心和勤排屑外,就是鉆孔時,不要鎖緊尾座,讓尾座的自重與機床導軌的摩擦力來進行鉆孔。當鉆削的阻力過大時,尾座會自行后退,而保護了中心鉆。
3:車小偏心工件的套
?東莞數控加工廠?用套來裝夾工件車偏心,其裝夾效率比用四爪卡盤高6~8倍。已知偏心距e與工件外圓直徑Φ2,即可求出夾具套的內徑Φ1,Φ1=2e+Φ2。加工夾具套內徑Φ1時,一定要注意內孔精度,以免影響工件的偏心距尺寸精度。
4:旋軸的方法
螺旋輸送機構,在輸送粒狀材料的工廠應用較多。該機構中的螺旋軸在制造時,它的螺旋片是用鋼板焊接成的。這種螺旋板的齒形高、底徑小、外徑與軸頸必須同軸,要達到這一要求,必須用車床車削螺旋軸的外徑。
??東莞數控加工廠?這種軸一般都長,在加工外徑時,由于螺距大、齒深、齒薄、剛性差,又是斷續切削,齒部受切削沖擊而產生振動,使其不能正常切削,而且還損壞刀具。為了解決這一問題,不得不降低切削速度、減小切削深度和進給量,這樣使工效大幅度地降低。
?東莞數控加工廠?為了提高工效和質量,就采取簡單易行的車削螺紋的方法,按螺旋軸的螺距掛好掛輪,利用大絲杠帶動大拖板走刀來車削。當車完第一刀后,記住中拖板刻度,大拖板返回后,用小刀架往前移(0.5~0.7)mm,再開始走第二刀,這樣一直到把外圓車好。
用此方法車削出的螺旋軸齒頂平整,基本上消除了斷續切削,加工效率比原來提高近10倍。