信息來源于:互聯網 發布于:2021-06-02
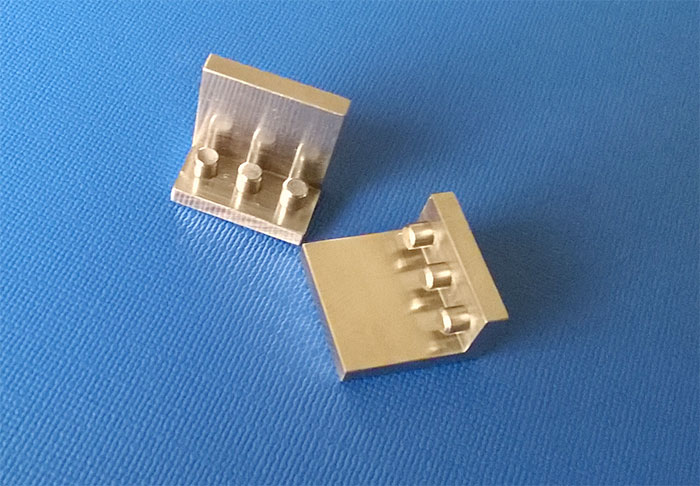
自動夾具設計
廣東機械加工廠用做裝配設備的傳統同步夾具把零件移動到夾具中心上,以確保零件從傳送機上或從設備盤上取出后置于已定位置上。然而在某些應用場合、強制零件移動到中心線上時,可能引起零件或設備破壞。當零件易損而且小小振動可能導致報廢時,或當其位置是由機床主軸或模具來具體時,再或者當公差要求很精密時,那寧可讓夾具去適應零件位置,而不是相反。為著這些工作任務,東莞數控加工廠已經開發了一般性功能數據的非同步西類柔順性夾具。因為夾具作用力和同步化裝置是各自獨立的,該同步裝置可以用精密的滑移裝置來替換而不影響夾具作用力。夾具規格范圍是從0.2英寸行程,5英鎊夾緊力到6英寸行程、400英寸夾緊力。
現代生產的特征是批量變得越來越小而產品的各種規格變化最大。因此,生產的最后階段,裝配因生產計劃、批量和產品設計的變更而顯得特別脆弱。這種情形正迫使許多公司更多地致力于廣泛的合理化改革和前面提到過情況那樣裝配自動化。盡管柔性夾具的發展很快落后與柔性運輸處理裝置的發展,如落后于工業機器人的發展,但仍然試圖指望增加夾具的柔順性。事實上夾具的重要的裝置——生產裝置的專向投資就加強了使夾具更加柔性化在經濟上的支持。
廣東機械加工廠根據它們柔順性,夾具可以分為:專用夾具、組合夾具、標準夾具、高柔性夾具。柔性夾具是以它們對不同工件的高適應性和以少更換低費用為特征的。
結構形式可變換的柔性夾具裝有可變更結構排列的零件(例如針形頰板,多片式零件和片狀頰板),標準工件的非專用夾持或夾緊元件(例如:啟動標準夾持夾具和帶有可移動元件的夾具配套件),或者裝有陶瓷或硬化了的中介物質(如:流動粒子床夾具和熱夾具緊夾具)。為了生產,零件要在夾具中被緊固,需要產生夾緊作用,其有幾個與夾具柔順性無關的步驟: 根據被加工的即基礎的部分和工作特點,確定工件在夾具中的所需的位置,接著必須選擇若干穩定平面的組合,這些穩定平面就構成工件被固定在夾具中確定位置上的夾持狀輪廓結構,均衡所有各力和力矩,而且保證接近工件工作特點。最后,必須計算、調整、組裝可拆裝的或標準夾具元件的所需位置,以便使工件牢牢地被夾緊在夾具中。依據這樣的程序,夾具的輪廓結構和裝合的規劃和記錄過程可以進行自動化控制。
結構造型任務就是要產生若干穩定平面的組合,這樣在這些平面上的各夾緊力將使工件和夾具穩定。按慣例,這個任務可用人—機對話即幾乎完全自動化的方式來完成。一人—機對話即以自動化方式確定夾具結構造型的優點是可以有組織有規劃進行夾具設計,減少所需的設計人員,縮短研究周期和能更好地配置工作條件。簡言之,廣東機械加工廠可成功地達到顯著提高夾具生產效率和效益。 在充分準備了構造方案和一批材料情況下,在完成首次組裝可以成功實現節約時間達60%。
因此夾具機構造型過程的目的是產生合適的編程文件。